Open Source Ecology Deutschland e.V. - это некоммерческая организация, расположенная в Берлине, которая поставила перед собой цель развивать и распространять устойчивые проекты аппаратного обеспечения с открытым исходным кодом.
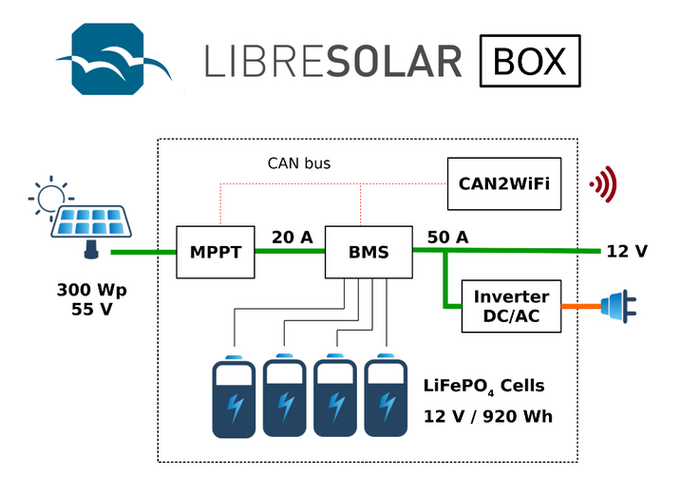
Проект OpenHardware SolarBox посвящен основам независимого фотоэлектрического источника питания и хранения энергии с использованием LiFePo4 аккумуляторов. Особое значение имеет графическое представление данных о солнечной энергии для контроля эффективности и в качестве основы для дальнейшего развития системы.
Концепция включает в себя типовые реализации на трех различных уровнях сложности, каждая из которых предназначена для трех различных областей применения и требований к производительности:
Уровень: PowerBank - для мобильных устройств
Уровень: eBike - для педальных велосипедов
Уровень: BaseLoad - для автономного электроснабжения дома
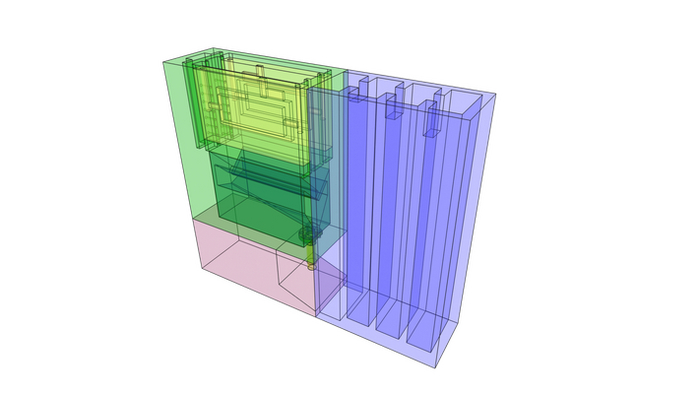
LibreSolarBox Baseload, монолитная версия с инвертором и сетевым выключателем (не показан), для стационарного применения (домашние фотоэлектрические станции, емкостью от 0,9 до 2,4 кВт/ч)
Solarbox Powerbank
Powerbank используется для питания мобильных устройств, таких как ноутбуки, планшеты или iPhone, или освещения для активного отдыха. Необходимая емкость аккумулятора (при современном уровне развития техники) составляет до 72 Ач при напряжении системы 12 вольт (= 0,9 КВт-ч). Используются солнечные панели с номинальной мощностью от 100 до 300 Вт/
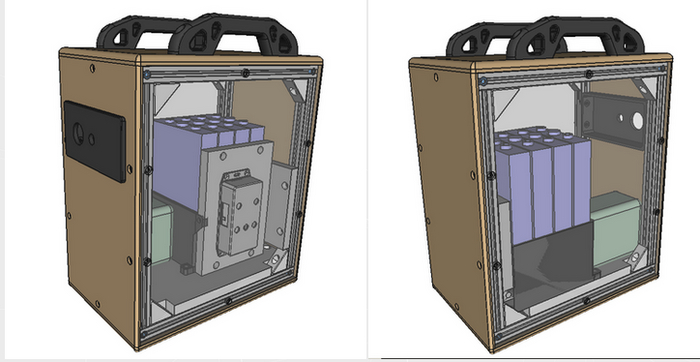
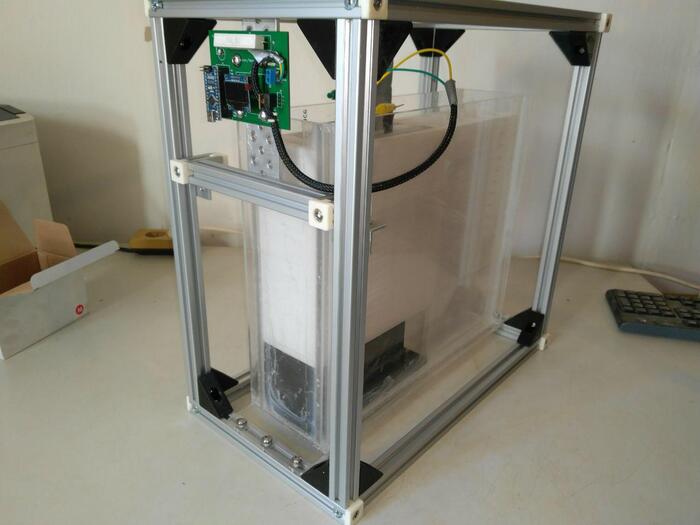
LibreSolarBox V.02. Для выставок и демонстраций боковая стенка из оргстекла позволяет видеть внутренности, но можно использовать и сплошную стенку.
LibreSolarBox V.02 Каркас основан на библиотеке компонентов UniProKit
Соединения LibreSolarBox V.02: сверху вниз: Powerswitch, CAN интерфейс, USB 5V, DC 12V, MC4 разъем для фотоэлектрической панели.
Аккумулятор LibreSolarBox V.02: ячейки CAM72 от CALB емкостью 72 А*ч, общая емкость около 0,92 кВт*ч
Solarbox Powerbank является частью более крупного проекта под названием [LibreSolarBox V.02], который осуществляется в сотрудничестве с LibreSolar и рабочей группой COS(H) и основан на LibreSolar_BMS.
Каркас бокса основан на Universal Prototyping Kit, открытом аппаратном конструкторе, что обеспечивает максимальную гибкость при разработке.
Эта версия заменяет более старую, разработанную нами, и архивируется здесь: SolarBox PowerBank (ранняя версия), и здесь: SolarBox Basics.
Дополнительную информацию можно найти на нашей странице проекта в Вики:
Цель этого проекта - разработать решение для долгосрочного хранения электрической энергии.
Как проект OSEG, ZAC+ представляет собой интересную альтернативу никель-железному аккумулятору («батарея Эдисона»), включенному в список OSE-US Top50.
Однако, в отличие от него, технология более понятна и проста, особенно производство. Компоненты легче достать и они сравнительно нетоксичны, что облегчает работу с ними.
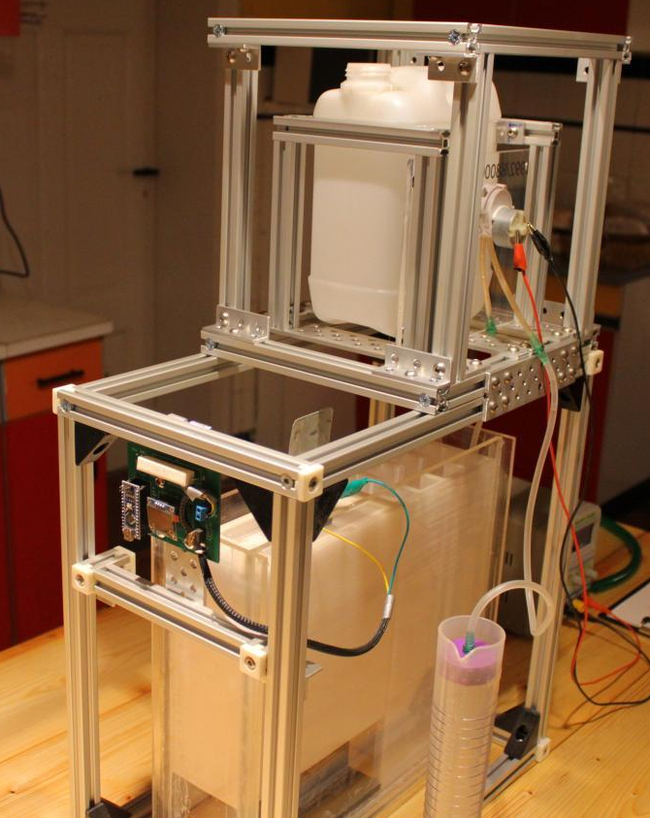
Проект состоит из двух элементов:
1. цинково-воздушный топливный элемент Элемент состоит из углеродного катода, проводящего атмосферный кислород, и цинкового анода. В качестве электролита используется гидроксид калия, растворенный в воде (раствор едкого кали). Цинк «холодно сжигается» в качестве топлива, то есть окисляется, и образуется оксид цинка (ZnO). Теоретически максимальная плотность энергии ZAC составляет около 1,3 кВт*ч/кг.
2-й рециклер ZnO Для регенерации или перезарядки использованного топлива оксид цинка должен быть восстановлен до цинка с использованием энергии. Это можно сделать различными способами, например, при высоких температурах (>1200°C) с добавлением углерода или более простым способом - в процессе гальванизации, который и является тем решением, на которое мы ориентируемся в данном случае.
ZAC+ обладает рядом преимуществ, особенно по сравнению с другими типами аккумуляторных систем (свинцово-кислотными, литиевыми и т. д.), в том числе следующими:
Неограниченное количество циклов
Неограниченный срок хранения
Нечувствительность к глубокому разряду и перезарядке
Простые и дешевые компоненты, доступные повсеместно
Компоненты абсолютно безвредны для окружающей среды
Самая высокая плотность энергии
Применение
Стационарные, в качестве долговременных накопителей для солнечной энергии или других альтернативных источников энергии. Пока первичная энергия доступна бесплатно, вопрос эффективности имеет второстепенное значение.
Цинково-воздушный топливный элемент имеет более высокую плотность энергии, чем литий-ионные элементы, используемые в настоящее время в широких масштабах.
Цели
Сезонное хранение большого количества энергии в течение нескольких месяцев
Определение эффективности всей системы (ZAC и утилизатор ZnO).
Функционирующий прототип
Собственное производство газодиффузионного электрода или его альтернативы
Экспозиция
Сотрудничество с внешним партнером, Revoneer
Создание прототипов с помощью аддитивного производства/3D-печати
Проект Frose2 предусматривает строительство фрезерного станка OSEG с рабочей зоной примерно 100 x 70 x 8 см. Это важная часть и способствует дальнейшему развитию других проектов OSEG, например:
разработка общих прототипов
Оборудование для мастерских OpenEcoLabs: самовоспроизведение
Производственный станок для компонентов OpenHardware (например, UniProKit)
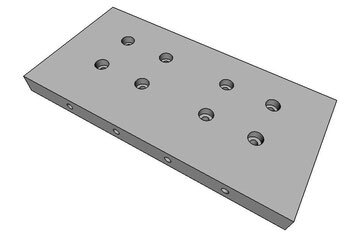
Проект LibreSolarBox: отверстия в пластинах корпуса для соединений/разъемов
Проект OHLOOM: производство деталей боковых панелей для наборов, в качестве основы для курсов (повышение квалификации) и мастер-классов.
Проект ZAC+: фрезерные реакционные камеры с входными и выходными каналами из оргстекла.
Основой для конструкции послужил каркас старого специального станка с ЧПУ на базе Isel, который можно было купить очень дешево, и который изначально состоял только из основного корпуса и осей X и Y.
Это означало, что ось Z была недоступна, и ее пришлось полностью перепроектировать и переделать.
Нам удалось использовать очень качественный конструкторский план OpenHardware от Себастьяна Конца, оператора популярного и очень рекомендуемого канала на YouTube, посвященного фрезерным станкам с ЧПУ, которого мы хотели бы еще раз поблагодарить за это.
Мы внесли несколько небольших изменений в наши условия (например, просверлили отверстия для крепления оси Z к порталу) и перенесли все CAD-файлы в предпочитаемый нами формат FreeCAD.
Кроме того, на всех осях были установлены новые шаговые двигатели и разработан подходящий контроллер, основанный на Arduino Nano с открытым исходным кодом и прошивкой GRBL 1.1. В качестве управляющего программного обеспечения мы используем bCNC, также имеющий открытый исходный код.
В качестве фрезерного шпинделя используется Kress 1050 FME с частотой вращения 24000 об/мин.
Поперечная пластина
Поперечная пластина служит для соединения шпиндельного суппорта с порталом или осью X. Это происходит через соединительную пластину, расположенную под прямым углом к ней, поэтому здесь достигается особенно высокий уровень стабильности и жесткости благодаря двум крепежным уровням, расположенным под прямым углом.
Поперечная пластина требует углубления для гайки шпинделя и теоретически может быть изготовлена из толстого куска алюминия - но для этого потребуется фрезерный станок с ЧПУ. По этой причине углубление здесь создано путем дублирования узкими алюминиевыми пластинами, что также позволяет или несколько упрощает изготовление вручную.
Поперечная пластина
соединительная пластина
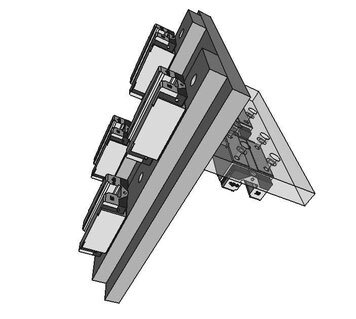
Поперечная пластина с соединительной пластиной, сдваивателем и блоком шпиндельной гайки
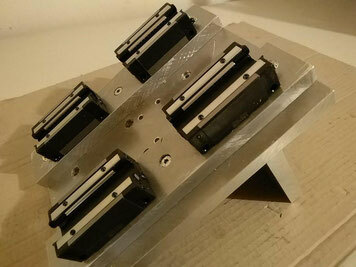
Крестовина с направляющими каретками
Полная сборка
Сборка каретки
Сборка
Плита каретки подвижно соединена с поперечной плитой с помощью линейных приводов. Направляющие каретки привинчены к задней части поперечной пластины, а рельсы прикреплены к каретке.
Блок гаек шпинделя (для приведения в движение) также соединен с поперечной плитой, а с другой стороны каретки находится шпиндель вместе с фиксированными и плавающими подшипниками и шаговым двигателем.
Собранный шаговый двигатель и фиксированный подшипник d. ШВП
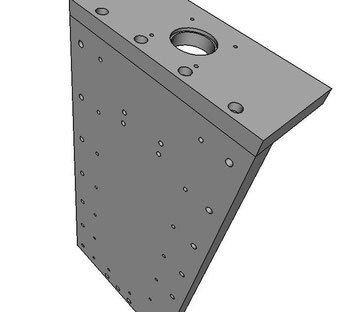
Составные части
Алюминиевые панели разработаны таким образом, чтобы их можно было изготовить вручную (с помощью дрели). При выборе размеров панелей была сделана попытка использовать панели, которые уже имеют правильные стандартные размеры и поэтому не требуют дополнительной обработки. Только панель для дублеров нужно прорезать один раз по центру.
Компоненты, необходимые для оси Z
Для получения дополнительной информации и подробной спецификации материалов (BOM), вот ссылка на страницу проекта на нашей платформе Wiki:
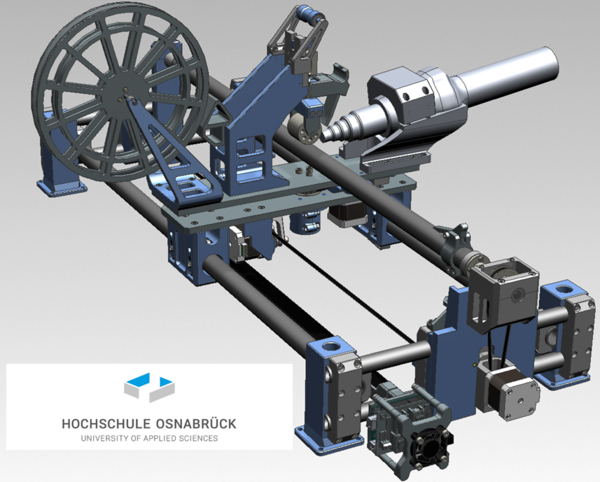
Эта намоточная машина может использоваться для производства армированных волокном труб, например (CFRP или GFRP). Размеры трубок могут быть индивидуальными и могут использоваться, например, для изготовления спортивного или туристического снаряжения. Машина работает по технологии укладки или обмотки лентой, при которой однонаправленные армированные пластиковые ленты обматываются вокруг сердечника и скрепляются с нижними слоями под воздействием источника тепла.
Намоточный станок может быть изготовлен с использованием простых производственных процессов. Большинство компонентов можно изготовить с помощью 3D-принтера FDM. Также используются стандартные детали, такие как винты, подшипники, гайки с оплавлением и пружины. Для привода осей используются компоненты, которые можно найти во многих 3D-принтерах: Шаговые двигатели, ремни и шкивы GT2, Arduino Uno, CNC shield и т.д. Остальная часть состоит из полуфабрикатов, таких как трубки и плоские профили, которые нужно распилить, просверлить и немного обработать напильником.
Размеры труб могут быть спроектированы в соответствии с личными требованиями. Станок может производить трубы диаметром 15-55 мм. Длину труб можно регулировать по желанию, только заранее необходимо скорректировать размеры станка под нужную длину труб.
Для сборки системы понадобятся следующие инструменты:
К вопросу о расходе полимера в мусорную корзину на примере ювелирных моделей: сколько идет на поддержки, или безвозвратные сопутствующие потери материала.
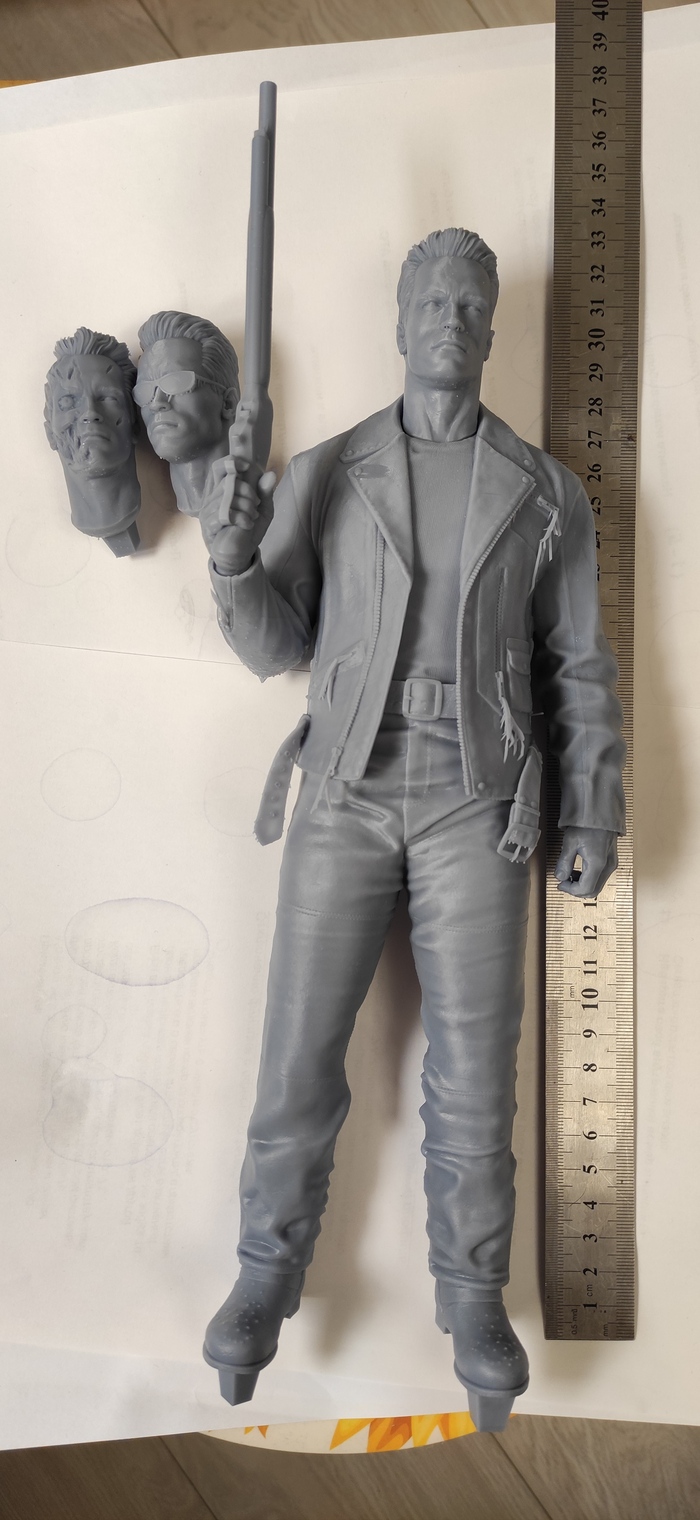
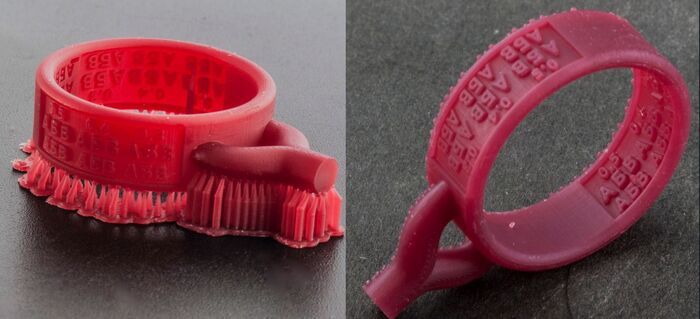
Выращенные модели с поддержками
Вопрос сопутствующего расхода полимера актуален при расчете стоимости печати, особенно на дорогих полимерах (10-20 тыс руб за кг). Рост фотополимерной модели в 90% случаев не возможен без плота, поддержек, которые удаляются и выкидываются, и при правильном учете это как то лучше оценивать заранее. Для кого то мелочь, ну жизнь в основном и состоит из мелочей, а уж бизнес и подавно. "гладко было на бумаге, да забыли про...".
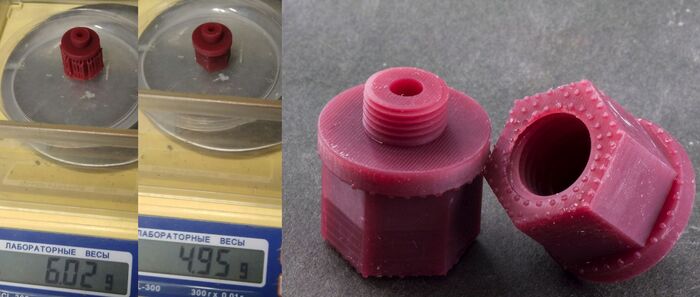
Оценка расхода - "КПД" материала - достаточно проста. Для удобства учета - фотополимерные материалы продаются вразвес. Взяли 1 кг смолы за 10 000 руб - получили 300гр конечного продукта. Что то осталось в бутылке, что то в ванне, что то пролили, что то смыли при промывке, что то ушло в брак, что то в настройки (тестовые модели), что то в поддержки.
модель с поддержками и без
В результате - цена моделей (чисто по сырью) - 33 руб за 1 гр. Что вышло то вышло, но вот перед печатью надеялись что получится больше, грамм на 800, а тут и полимера не хватило на план, да и как то дороже вышло (33 вместо 12.5). Печатник с опытом, на основе анализа того что ставит на печать, прикидывает некие коэффициенты потерь, даже попадающие в реальность, неплохо бы помнить об этом и новичку.
Покажем "КПД" на примере конкретных изделий.
потери 18%
потери 25%
потери 10%
потери 26%
потери 48%
потери 43%
Потери на поддержки - на приведенных выше фото. Еще надо учитывать шлифовку следов от поддержек (до 1%), литники (которые являются полезной частью ювелирной модели под литьё, но по сути тоже сопутствующие потери).
модель с большим процентом литников
Про модель крест, на которой получилось 10% поддержек всего - не говорит о том, что она выгоднее других в печати. Если посмотреть на то, как она печаталась
крест - самая высокая модель на столе
то можно понять, что это самая высокая модель на столе, и печатается дольше всех, а это ресурс принтера (многие забывают учитывать амортизацию оборудования, вроде как - ну поставил принтер, он там печатает, время личное не отнимает) и расход электричества.
Какие выводы? - для любителя, печатающего периодически и "для себя" - тут скорее важен учет полимера, чтобы хватило на то что задумано напечатать. Для профессионалов - еще и поддержки учитывать (в том числе) при расчете себестоимости, а сколько - показано наглядно.
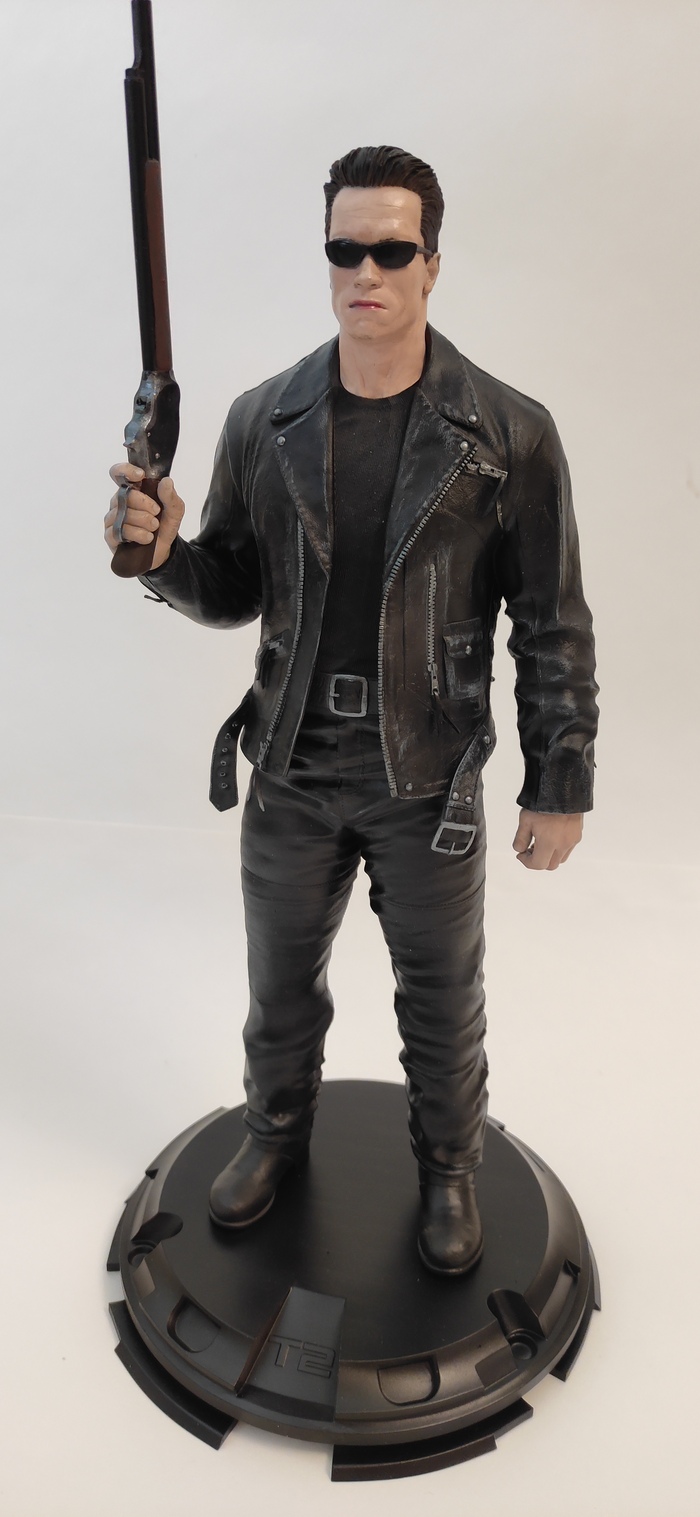
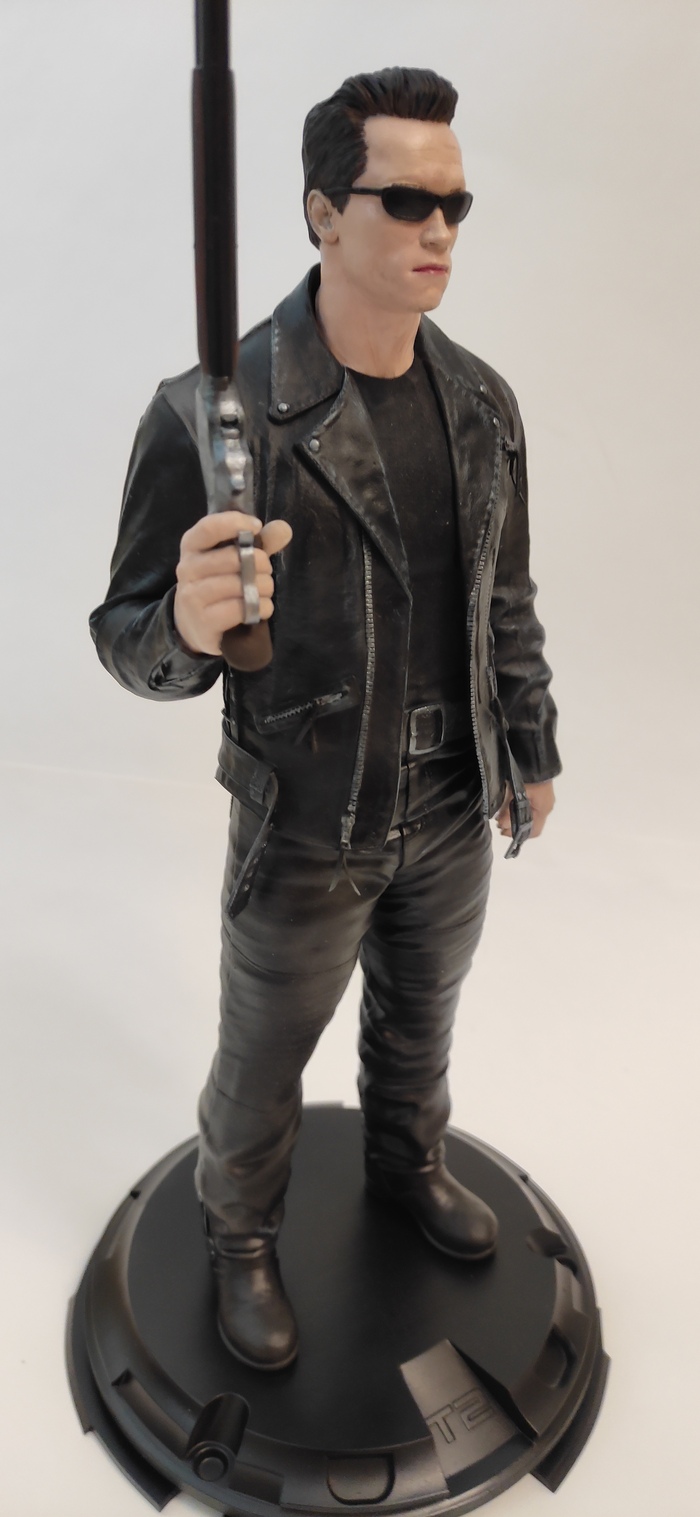
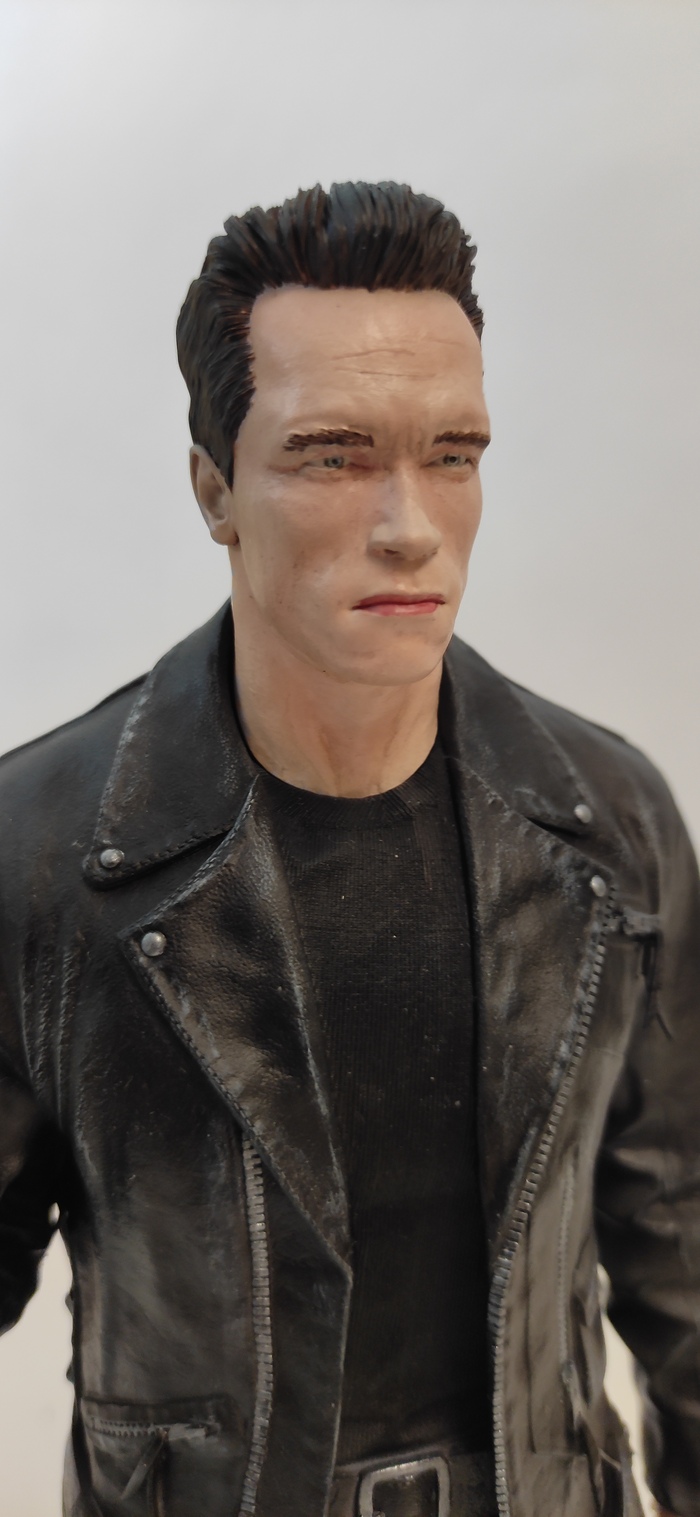
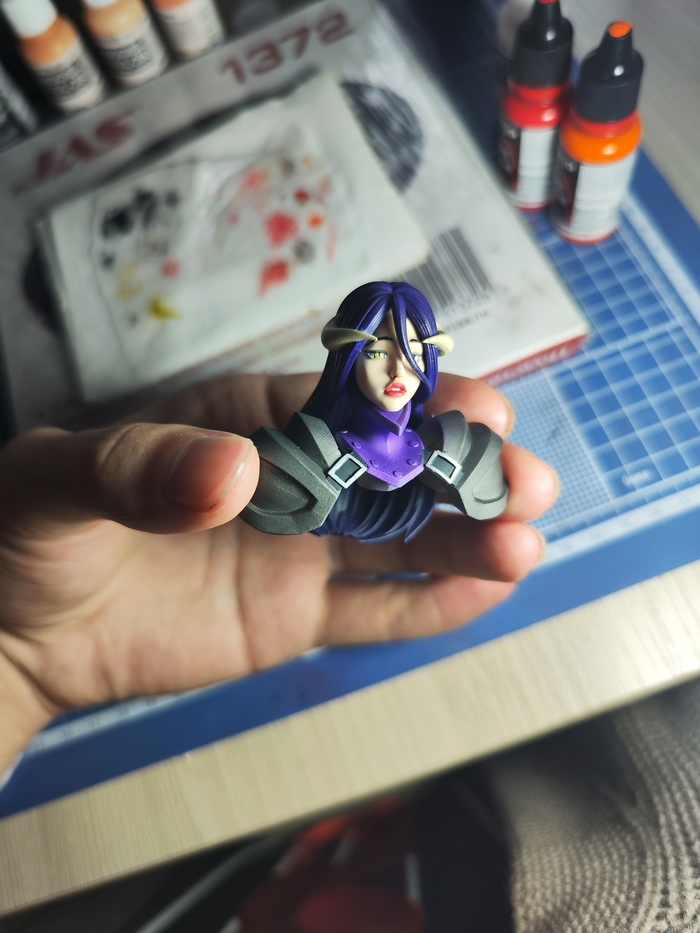
Вот и завершилась работа над довольно объемной фигуркой Салли Вайтмейн. Мир Варкрафта уже стал родным и не хочет отпускать! В карусели фотоотчет: завершенная работа и фотографии с процессом ее изготовления)
Прошу тапками не кидать, что так долго. Как и обещала, отрабатываю авансовый плюс) ну и привет моим ДВУМ подписчикам!!! Я не знаю, кто вы, но уже люблю вас❤️
Итак, дело близилось к новому году. Мы печатали как могли. Договорились с местным магазинчиком и сдали им на реализацию немного из того, что успели напечатать. Забегая вперёд скажу, что нифига ничего не продалось))) Ну мы расстроились конечно, но не так, чтобы опустить руки. Даже наоборот, поняли, что хотим большего - высокую скорость и качество, ну и доп возможности плюсом. А ещё очень хотелось автокалибровку) Путем исследования рынка и мониторинга кучи обзоров и отзывов, выбор был сделан и даже найден продавец с наличием нужной модели. Ну и по законам жанра, не может быть все так хорошо))) Наша старушка-машина решила, что не хочет больше работать и сыграла в любовь клапанов... (Только через долгих 2,5 месяца наша старушка поехала нормально с контрактником) Это вот прям очень нас опечалило, тем более, что мы уже внесли предоплату за принтер и нужно было ехать и забирать его. В итоге мы ездили на машине родителей. Про превратности судьбы и трассу М12 я писать не буду, но в Умёте реально нереально вкусный шашлык) Вернулись мы с чудом техники 29 декабря. Дальше был просто восторг...Да, оно стоило того.
Теперь к делу. Ещё в середине декабря мною был создан доп аккаунт в ВК и запилена группа. Дальше, тихим сапом, началось развитие. Осознание того, что нужно что-то решать с фотографиями и их качеством, пришло практически сразу. С помощью капанья на мозг мужу и такой-то матери, был сконструирован а-ля фотобокс. До сих пор им пользуюсь. Не сказала бы, что в восторге, но пока деваться некуда. Мечтаю о зеркалке, хотя бы простенькой б/у, но пока тоже не до этого. После нового года, путем долгих раздумий, нами было принято решение выйти на маркетплейс. Печатать то печатаем, а продавать в деревне особо некому. Дальше были поиски моделей, подходящих для начала торговли, оформление самозанятости, закупка расходников: коробки, пленки, термо-этикетки и принтер к ним, ну и сам филамент. Долго ли, коротко ли, но дело стояло. Были редкие продажи друзьям и знакомым. Объявления в местных группах в вайбере до сих пор размещаю. В группах ВК пока не размещаюсь, нужно ещё с маркировкой рекламы и отчётами по ней разобраться, иначе ай-яй-яй случится, если этого не сделать. Да, вопрос рекламы очень насущ на стадии развития, даже больше, чем многим кажется. К концу января ручки начали потихоньку опускаться... Нам же всем надо, чтобы сразу все начало продаваться и в больших количествах))) Ага, щас... Путем волевых усилий, было принято решение совершить самовыкуп. Для тех кто в танке, это когда продавец сам у себя выкупает товар на площадке где размещается. Решено - сделано. Заодно протестирована система взаимодействий покупатель - маркетплейс - продавец. После оставленного мною отзыва (а иначе смысл самовыкупа?), через несколько дней, пришел первый заказ и дело сдвинулось с мертвой точки... По факту, площадка сдирает с продавца более 50% комиссии от стоимости товара, а если ещё и отправлять через ПВЗ, то и все 70%. В этом плане, очень важно правильно формировать цену, просчитывать себестоимость и ещё кучу всяких нюансов, ещё и цена должна быть адекватной для покупателей. А теперь скажем ОГРОМНОЕ СПАСИБО всем мамкиным бизнесменам за постоянный демпинг цен на рынке 3d печати... Для выхода в ряды конкурентоспособных, жизненно необходим скилл 3d моделирования и чем он выше, тем больше у вас шансов преуспеть. Но это не точно) В данный момент, я как раз пытаюсь получить данный навык, чтобы начать его прокачивать в декоративке. По техничке, слава богу, у меня есть любимый муж) Его медом не корми, как говорится. Да и ещё он дотошный - пока не сделает, не успокоится) По факту, можно было бы ещё кучу всего рассказать, но и так многабукав получилось. С удовольствием отвечу на вопросы в комментариях, если такие вдруг появятся) Простите за некоторую сумбурность написанного и спасибо, что осилили)))
Маленький бонус напоследок) Выполнен на заказ. Высота 11 см вместе с крышкой, на магнитах, сделан и PTEG, внутри покрыт шпатлевкой, акриловыми красками и глянцевым лаком.