Предлагаю вашему вниманию первый опыт в создании атмосферного ролика.
Это короткометражный фильм о солдате специального отряда, который попал в песчаную бурю во время выполнения задания. Из-за бури не было связи, только автоматическая система фиксировала активность вокруг и предупреждала солдата об ухудшении ситуации.
В конце концов, солдат столкнулся с таинственной аномалией, из-за которой он...
Вдохновлялся отрывком из фильма "Бегущий по лезвию 2049"
Есть некое ювелирное изделие от тиффани, шарик из вьющихся шнуров, вот такой
витой шарик от тиффани
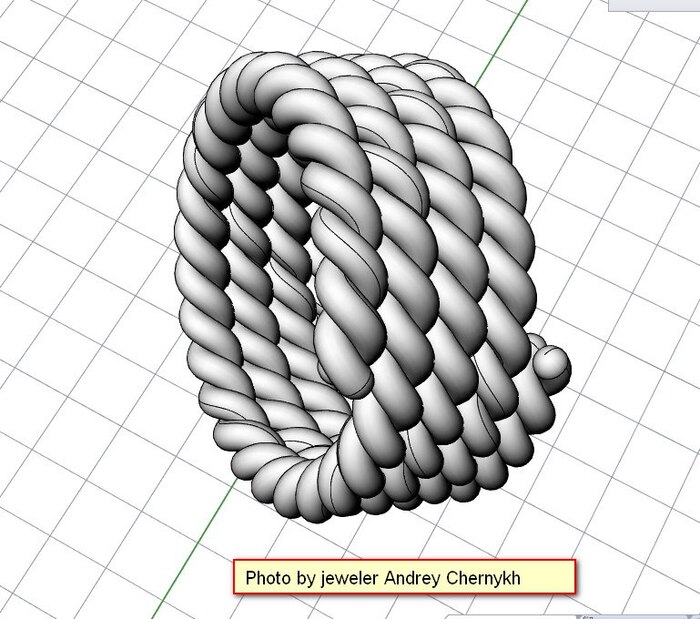
Наш знакомый ювелир (Андрей Черных) вдохновился задачей повторить данное произведение искусства, и поделился с нами этапами и моментами процесса. " Сначала - разработка модели. "По бренду спираль не спаяна и постоянно деформируется. принято решение переделать брендовую вещь ибо полная хрень!" Мало сделать модель, нужно понимать - что она будет литься металлом, ибо это цельное изделие.
Спираь одного элемента. Метал течет в разные стороны спирали по разным сечениям.
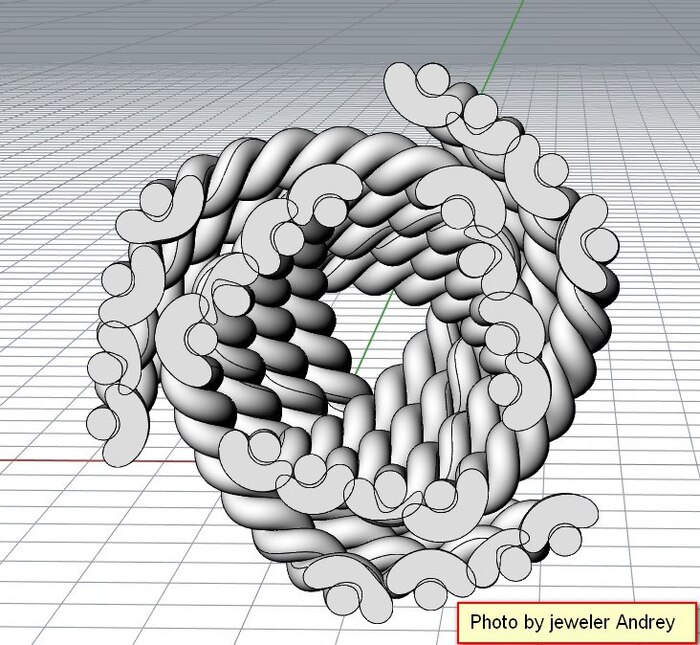
модель в разрезе
Или вот видео с разреза. Лить такое - достаточно сложно
Выбор фотополимера - так же сложная задача. До сих пор нет идеального литьевого фотополимера, но есть "ну почти". Эта задача лилась не первый раз, но без дефектов не получалось. Теперь выбран недавно появившийся Hardlight Jewelry Wax Red
Выжигаемая смола Hardlight Jewelry Wax Red
выросло хорошо, поверхность гладкая. Пора на елку
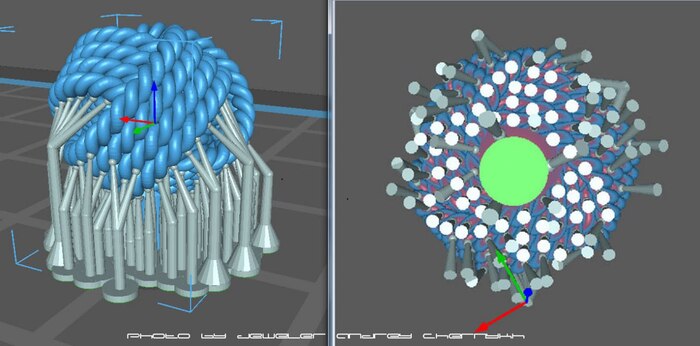
Елка. но не новогодняя.
Результат - на фото. Отлилось на твердую "5"
литье
Возражения, которые уже звучали "А такую модель разве не надо было разрезать на части чтобы потом собрать в единое? Тут же не подлезть нигде не обработать. Не говоря уже о тонких местах где очень вероятно обрушение форм-массы. Слоистость везде"
- да, я могу это сделать или в ручную или на фрезере пять осей располовинив модель .
- Обработка только зачистка низа от шариков.
- Если печатать на слое 0.15 или 0.01 то слоев то вообще не будет.
"а почему брак, пузыри? Запаивать придется или забьётся?"
- вы не учитываете размеры. На фото оно с кулак. А на самом деле - максимальный габарит 9.7 мм. Стенки и каналы очень тонкие.
габариты в металле - 9.7мм
размеры в сравнении
- в микроскоп 20-кратный не видно никаких пузырей. После магнитной галтовки вообще ничего не увидеть. Надо не забывать, что литье само по себе и своей структуре пористое (крупнозернистая кристаллическая решётка). Прокат , мелкозернистая уплотненная кристаллическая решётка.
В качестве выводов. Главная цель данного литья - отработка технологии работы с 3Д принтером и выжигаемыми полимерами. Уже на 8к принтерах можно получить сравнимые с фрезером модели, новые принтеры 7" 9К уже могут потеснить их. Потому - поиск подходящего фотополимера, отработка стабильного литья на нем - задача с высоким приоритетом. Если не следовать ювелирам за новыми техническими тенденциями - может статься, останешься не то что за бортом, но на краю"
Доброго времени всем Печатникам, возникла проблема при печати элементарной фигуры Принтер аникубик моно х, Смола
Калибровка выполнена, феп пленка новая и натянута правильно.
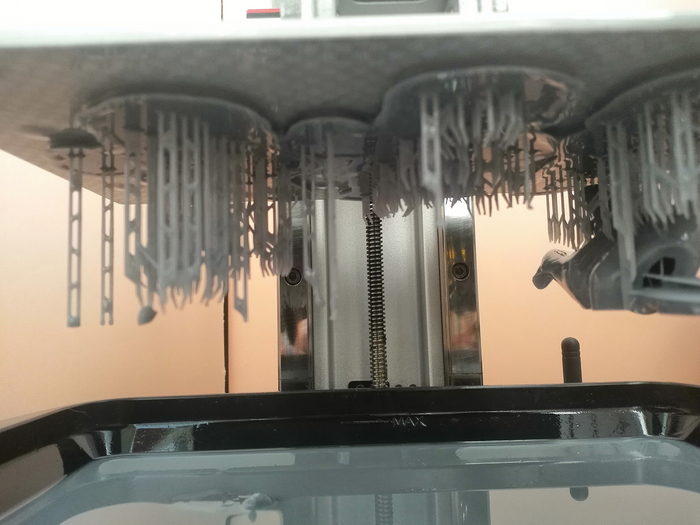
Результат печати
Собственно вопрос, что может быть не так. Есть предположение что низкая температура помещения 16-17 градусов или же истекший срок годности смолы Ссылка на сам файл печати https://disk.yandex.ru/d/Kk90TGygDlTOow