

Продолжение поста «Ювелирное литьё»
Лью часть от застежки для своих часов
Спустя 10 часов ставлю на вакуумный стакан и заливаю металл ( бронза)
(вырезал момент остывания металла)
Показать полностью
1
Лью часть от застежки для своих часов
Спустя 10 часов ставлю на вакуумный стакан и заливаю металл ( бронза)
(вырезал момент остывания металла)
Написала Мне Ксения
-Хочу комбинезон для мужа своего. Но он у меня крупненький. Да еще и есть ряд пожеланий.
-Не вопрос. Давайте обсудим.
И пошло поехало. Дядя высокий, 185. С обхватом груди 112 см. Но не страшно, тне такой уж и крупный. Подумал я.
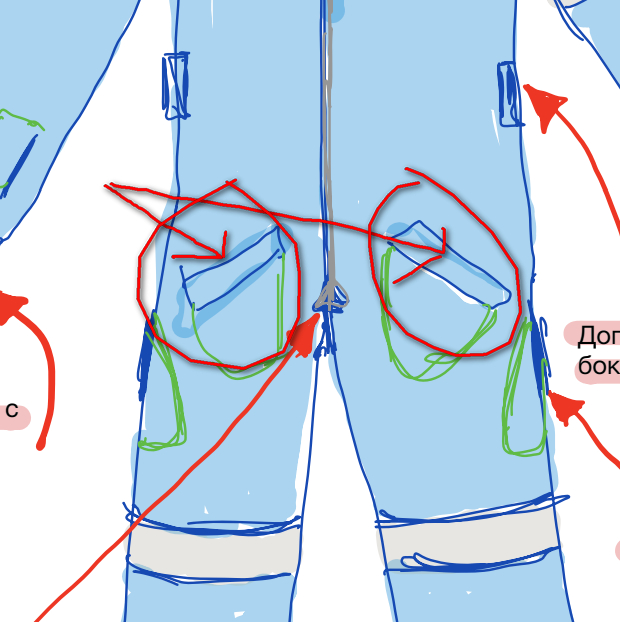
А потом прислали список пожеланий. Вот тут я немножечко и поднапрягся.
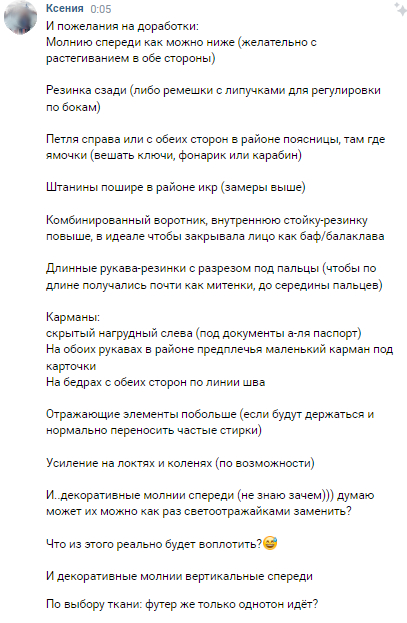
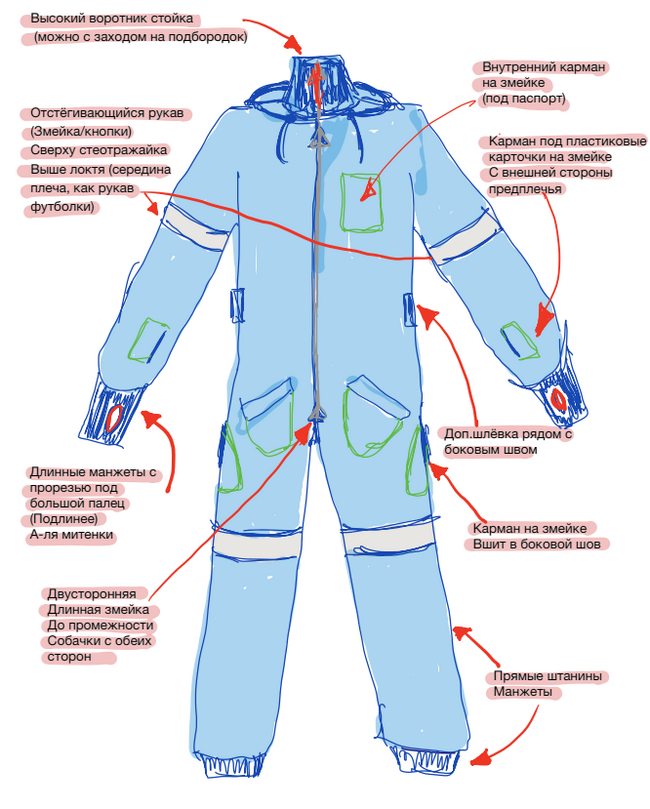
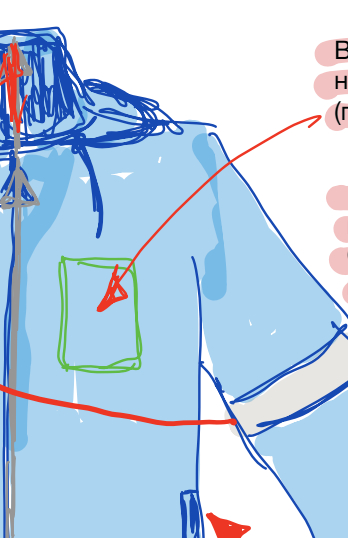
Также потом прилип сюда и принт из светоотражайки на всю спину в виде позвоночника.

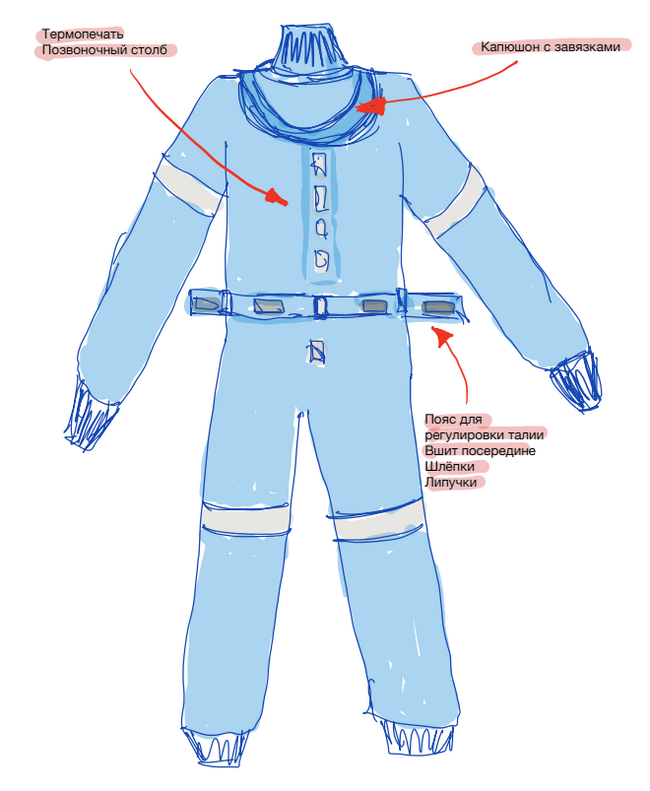
А еще мне прислали рисунок-схему, того, чего хочется. Это в первые для меня.
Каруселька...
Ну, думаю будет интересно. После кучи уточнений, корректировок и согласований заказал расходники. И понеслась.

Ага, даже два стрима запилил.
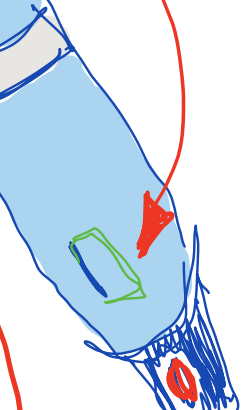
Было много ручной работы с наметкой молний на рукавах...
А также штанинах..
На комбезе куча карманов. Как заказчица сказала комбез-барсетка)))
Докину еще немножко процесса пошива карманов






Каруселька...
Пошив данного изделия у меня занял примерно 9 рабочих дней (по 6 часов в день+/-)
И вот, комбез готов, и он отправился к заказчику. В ответ мне присылают фото..





Карусель....
И вот такие вот сообщения.
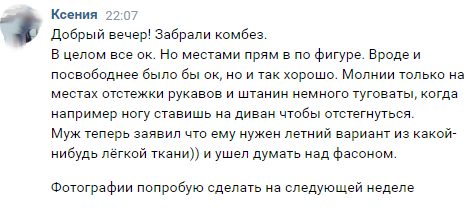
Все довольны.
Спасибо за ваше внимание. Ваши оценки и комментарии (они тут самые горячие!)
Буду благодарен за поддержку в виде донатов.
Всем здоровья и до новых встреч. У меня еще есть что вам показать.
Контакты для связи в шапке профиля.
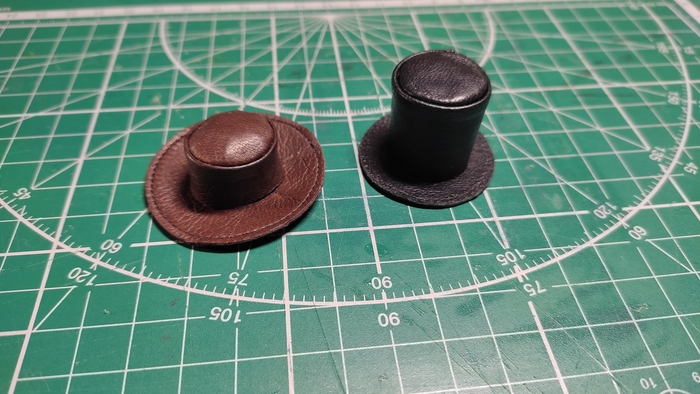
Пару лет назад делала маленького фенёчка в шляпе. Недавно заказчик решил, что пора бы зверю пополнить коллекцию головных уборов. Ну а к ним добавить немного холодного оружия.
Я вообще ни разу не шляпник и не оружейник, поэтому делала как поняла по фото с упором на лёгкую сказочность. Всё в формате 1:9, диаметр внутренней части шляпы 20 мм, высота шляп 14 и 24 мм, длина сабли 80 мм. Ремни перевязи регулируются.

Шляпы в основном клеила, выкройки изобретала на ходу (но они и не сложные так-то). Где-то упростила и уменьшила детализацию, где-то подзабыла про отстрочку, но оно держится и так. Миниатюра-с.


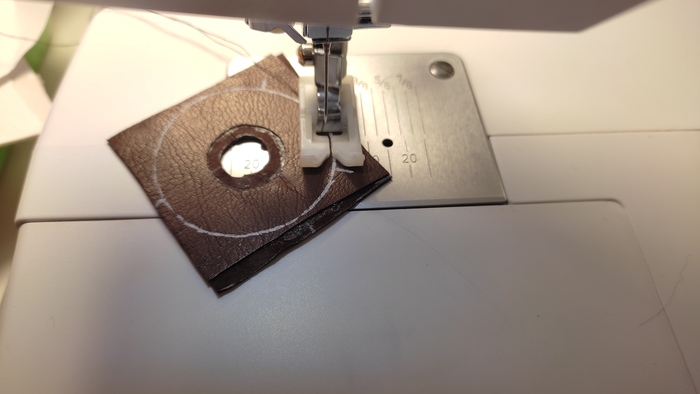
В карусели процесс
Саблю хотели сначала напечатать на 3D принтере, но что-то пошло не так, и пришлось пилить её из деревяшки для восковой эпиляции xD. Рукоять из полимерки, шнура и проволоки. Самым сложным тут оказалось смешать краски-металлики, чтобы стало похоже по цвету на латунь.


А вот и сам будущий обладатель всего этого "богатства". 10 см милоты.

Итог)

А тут, количество оттенков, использованных для глаз)
Всего их 26.

Фото из интернета, распечатано на сатин.
Хеллоу, уважаемые. Сегодня расскажу хладную былину, как без регистрации и СМС повысить точность и всё такое, шоб получалось хорошо, а не как-нибудь.
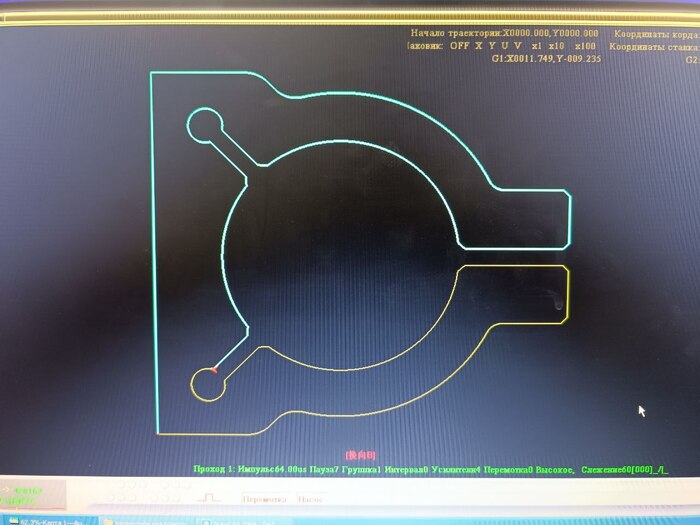
Есть такая штука - зубофрезерный станок высокой точности, называется Pfauter RS-00. Он может резать как прямозубые зубчатые колёса, так и косозубые.
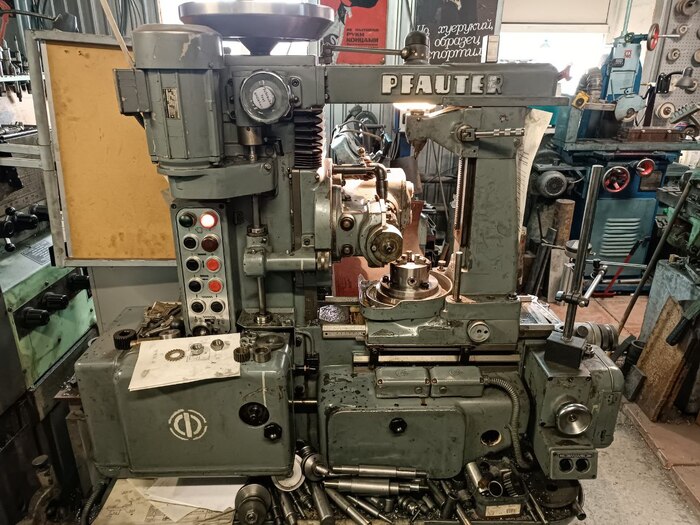
Однако суппорт станка даже при нарезке прямозубых шестерен должен быть наклонён на значение угла, указанного на червячной модульной фрезе. А там обычно что-то типа 3 градуса 18 минут, например. Можно этот угол не выдерживать, конечно... но получится плохо. Например вот так. Слева "правильно", справа - прососан угол наклона. Т.е. зубы есть, но кривые.

Для выставления угла суппорта обычно используется "китайский кубик". Ну а чо, просто и недораха, верно?

Есть только одно "но". Эти и большинство других китайских угломеров размечены в т.н. "новых градусах". Ну т.е. на фрезе указан, например, угол 3 гр. 20 мин., а на кубике 3,20 градуса. А это - разные вещи. Потому как угловая минута это 1\60 градуса, а новая угловая минута - 1\100. Херасе - чуть не в два раза короче! Можно, разумеется, пересчитать все углы в "новые" и посевить шпаргалку на станок... Но тут ещё одна проблема. Эти кубики имеют крайне низкую точность. Если для нарезки зуба типа м2, где глубина врезания 4,5мм и ваще зубы эпическиого размера, это ещё нормально, то модуль типа 0,4 - уже хотелось бы поточнее. Что же делать, спросите вы? Да всё просто. Берём подверстачный мусор, ставим на электроэрозионный проволочновырезной станок.
путём приваривания того и этого, а также шлоского шлифования на скалке на призмах, добиваемся плоскостности привалочной плоскости и её параллельности оси отверстия. Ну и напячиваем сверху Квадрант Оптический КО-1.
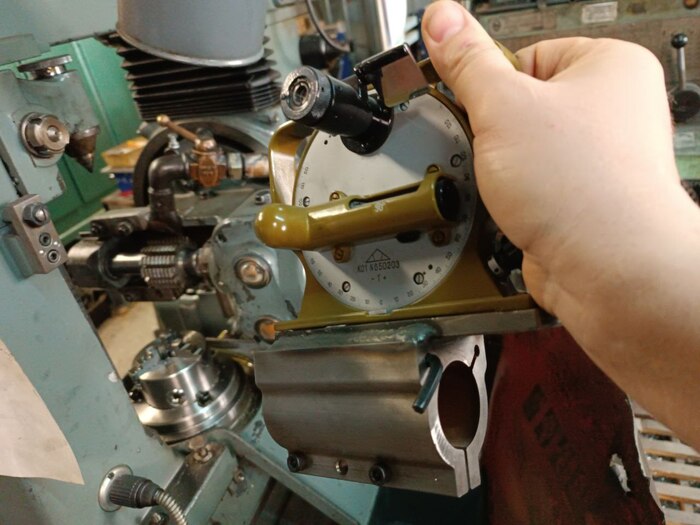
Размещаем сборку на хвосте суппорта... вообще, там желательно иметь маховик... но маховик у меня перенесён на вторую штатную точку крепления - на голову станка. Поэтому хвост свободен. А он точно соосен оси вращения фрезы. А нам только того и надо.

далее крутим морду квадранта пока пузырь не встанет в горизонт (разумеется, предварительно сам станок должен быть выставлен в горизонт по обеим осям с использованием брускового или рамочного станочного уровня с разрешением 0,02мм на метр)... и смотрим внутрь.
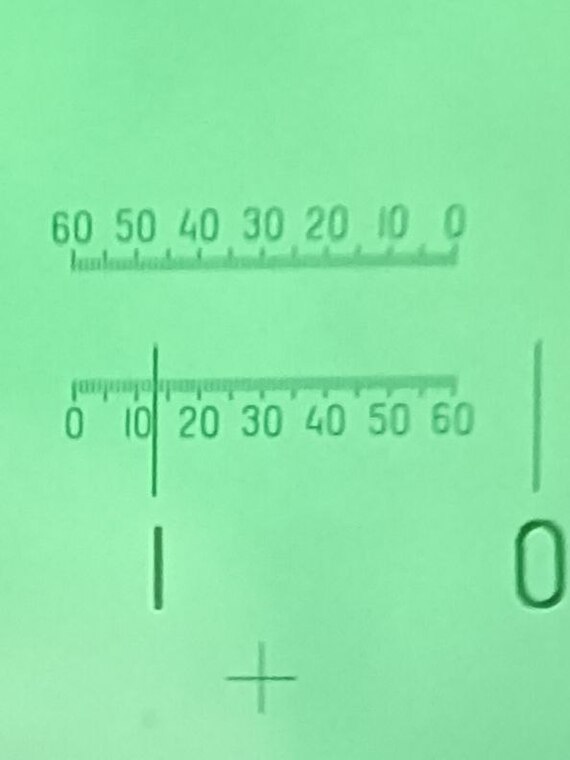
У нас две шкалы. На одной - сколько мы перешли за целый градус, на другой - сколько не дошли до следующего. Иногда удобно. Наебковой техникой (постукиванием резиновой киянкой по корпусу суппорта) выставляем суппорт на нужный угол, затягиваем и...
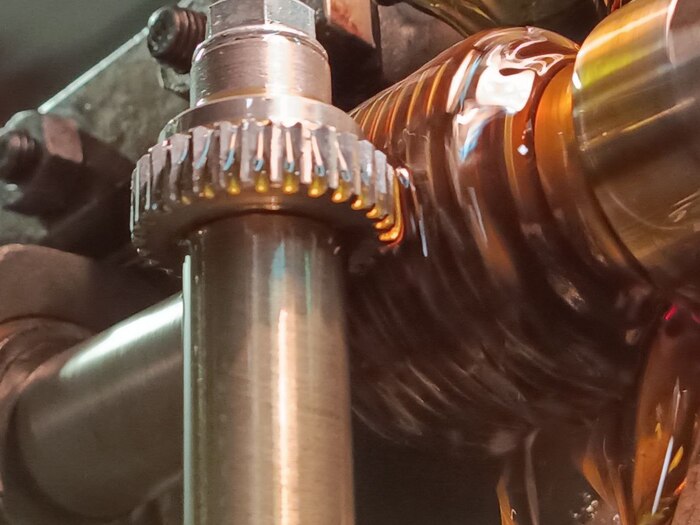
Чистый мёд! Заготовка крутится, лавэшка мутится. На изображении второй проход, вроде. Я даже мелкие модули режу как минимум в 2 прохода. И станок не напрягается и почище выходит. Кактатак.
Вся эта тема подробно и в онлайне описывается в телегоканале, каковой указан в профиле. Есличо - добро пожаловать.
Дочь моя - барышня нежная и трепетная, когда волнуется, а волнуется она почти всегда, не знает куда девать руки. Поэтому теребит волосы, рукава и все, что нащупает. Выглядит из-за этого как воробей - ветеран восьми воробейных войн.
Чтобы было чем занять руки, попросила сделать ей браслетик- четки.
В заначке нашлись крупные бусины из нефрита, вот такие

Размер бусины 12 мм, на фото часть уже размечена. Три вида резных бусин будут чередоваться с гладкими
Вырезаю первый вид

Второй вид

И центральная бусина

Вот так выглядят все бусинки до полировки

А вот уже отполированные

Ну и готовый браслетик


Материалы: нефрит, шляпная резинка
Инструменты: бормашина, алмазные боры и пасты




